Chemical Bag Storage Racks: Ensuring Safety and Efficiency The right storage solutions can prevent accidents, improve organization, and enhance productivity. Chemical bag storage racks offer a robust and reliable method to store and manage chemical bags in various industrial settings.
Importance of Proper Chemical Bag Storage
Chemical bags contain substances that can be hazardous if not handled and stored correctly.
Customizable Design
These storage racks can be customized to fit the specific needs of your facility, including the use of custom plastic chemical bags.
Easy Access and Organization
The design of a chemical bag storage rack allows for easy access to stored materials. This is crucial for maintaining efficiency in busy industrial environments.
Features of Chemical Bag Storage Racks
Benefits of Using Chemical Bag Storage Racks Enhanced Safety By using specialized storage racks, you reduce the risk of accidents.
Improved Efficiency With a well-organized storage system, employees can quickly locate and retrieve the materials they need.
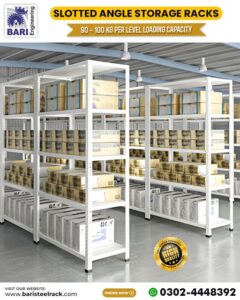
Space Optimization Storage racks for bags are designed to maximize the use of available space. They allow for vertical storage, freeing up valuable floor space for other activities.
Choosing the Right Chemical Bag Storage Racks
Quality and ComplianceEnsure that the chemical storage racks you choose comply with relevant safety standards and regulations. Professional Installation For optimal safety and performance, it is recommended to have the bag racks professionally installed. Expert installation ensures that the racks are securely anchored and properly aligned. Maintenance and Inspection Regular maintenance and inspection of chemical bag storage racks in Pakistan are essential for ensuring their continued effectiveness. Check for any signs of wear and tear, and address issues promptly to maintain safety standards. Durability and Stability Chemical bag storage racks for sale are built to withstand heavy loads and harsh conditions. It is a storage system designed to stack materials in horizontal rows with multiple levels. With proper chemical bag storage racks, warehouse managers maximize space and optimize Warehouse Racking organization for efficiency and a streamlined picking process. Warehouse layout plays a major role in the Warehouse Racking/shelving System, as aisle width, docking locations, shipping areas, and other warehouse components affect warehouse racking/shelving options. Pallet racking is the most common form of chemical storage rack.
Components of Chemical Storage Racks
The upright frames are columns that stand upright and go as high as possible to increase the capacity of the warehouse. Chemical Storage Racks Advantages The warehouse racking system is reliable. It allows you to store your material for a long period. Adding a racking system can double and sometimes even triple the amount of materials you’re able to handle in your warehouse. Direct access to each pallet
Chemical Bag Storage Racks: Ensuring Safety and Efficiency The right storage solutions can prevent accidents, improve organization, and enhance productivity. Chemical bag storage racks offer a robust and reliable method to store and manage chemical bags in various industrial settings.
Importance of Proper Chemical Bag Storage
Chemical bags contain substances that can be hazardous if not handled and stored correctly.
Customizable Design
These storage racks can be customized to fit the specific needs of your facility, including the use of custom plastic chemical bags.
Easy Access and Organization
The design of a chemical bag storage rack allows for easy access to stored materials. This is crucial for maintaining efficiency in busy industrial environments.
Features of Chemical Bag Storage Racks
Benefits of Using Chemical Bag Storage Racks Enhanced Safety By using specialized storage racks, you reduce the risk of accidents.
Improved Efficiency With a well-organized storage system, employees can quickly locate and retrieve the materials they need.
Space Optimization Storage racks for bags are designed to maximize the use of available space. They allow for vertical storage, freeing up valuable floor space for other activities.
Choosing the Right Chemical Bag Storage Racks
Quality and ComplianceEnsure that the chemical storage racks you choose comply with relevant safety standards and regulations. Professional Installation For optimal safety and performance, it is recommended to have the bag racks professionally installed. Expert installation ensures that the racks are securely anchored and properly aligned. Maintenance and Inspection Regular maintenance and inspection of chemical bag storage racks in Pakistan are essential for ensuring their continued effectiveness. Check for any signs of wear and tear, and address issues promptly to maintain safety standards. Durability and Stability Chemical bag storage racks for sale are built to withstand heavy loads and harsh conditions. It is a storage system designed to stack materials in horizontal rows with multiple levels. With proper chemical bag storage racks, warehouse managers maximize space and optimize Warehouse Racking organization for efficiency and a streamlined picking process. Warehouse layout plays a major role in the Warehouse Racking/shelving System, as aisle width, docking locations, shipping areas, and other warehouse components affect warehouse racking/shelving options. Pallet racking is the most common form of chemical storage rack.
Components of Chemical Storage Racks
The upright frames are columns that stand upright and go as high as possible to increase the capacity of the warehouse. Chemical Storage Racks Advantages The warehouse racking system is reliable. It allows you to store your material for a long period. Adding a racking system can double and sometimes even triple the amount of materials you’re able to handle in your warehouse. Direct access to each pallet